To adapt and thrive in this ever-evolving market, food and beverage producers require the capability to integrate the different planning levels, departments and teams within a supply chain.
 Driving a Responsive, Sustainable and Efficient Food Supply Chain
Driving a Responsive, Sustainable and Efficient Food Supply Chain
Adrian Wood Director of Strategic Business Development | DELMIA
To adapt and thrive in this ever-evolving market, food and beverage producers require the capability to integrate the different planning levels, departments and teams within a supply chain. With the right solution, producers should have visibility on the impact of every planning decision.
The food and beverage (F&B) industry has always been highly responsive to changes in consumer behavior, but rising food prices have brought about new challenges—pushing manufacturers to search for new ways to adapt and remain competitive in a rapidly changing market.
Due to inflation and rising prices, consumers are being more frugal in spending on groceries, which can be done in a variety of ways. A Deloitte study identified trends such as buying based on what food was already at home and buying only what was essential in an effort to waste less food. Some consumers also switched to lower-cost meats or cuts, or cheaper store brands. This could have important strategic implications for retailers and F&B companies, including pricing strategies, marketing, promotion, product mixes and volume expectations.
Adrian Wood, Director of Strategic Business Development for DELMIA, takes a closer look at the food manufacturing supply chain and some of the key challenges it faces.
What is an example of sustainable food?
Shifts in consumer behavior are also changing due to increasing demand for healthy and sustainable foods. Health-conscious consumers seek products that are high in nutrients and low in calories, and F&B manufacturers are responding by introducing new products to cater to this trend. This can range from plant-based foods to organic and non-GMO (genetically modified organism) products, and functional foods with health benefits beyond basic nutrition.
The growing demand for convenience in consumer behavior is pushing manufacturers towards foods and beverages that are easy to prepare and consume on-the-go. Some examples of ready-to-eat and ready-to-drink products include pre-packaged salads, protein bars and energy drinks.
However, rising commodity prices are putting pressure on manufacturers to find ways to reduce costs while maintaining quality, as raising product prices could lead to a loss of customers. In response, some manufacturers are turning to cheaper alternatives, such as:
- Alternative protein sources such as peas or insects
- Reducing portion sizes
- Changing product packaging to save costs
The other way to adapt to the rising food prices is to focus on production efficiency and sustainability, which can be done by investing in new technologies and processes that help to reduce waste and conserve resources. For example, some companies have implemented sustainable packaging solutions that use biodegradable materials to reduce their environmental impact.
The below pie chart shows what companies in the consumer products sector believe are the ‘must-haves’ for making innovations in sustainability happen:
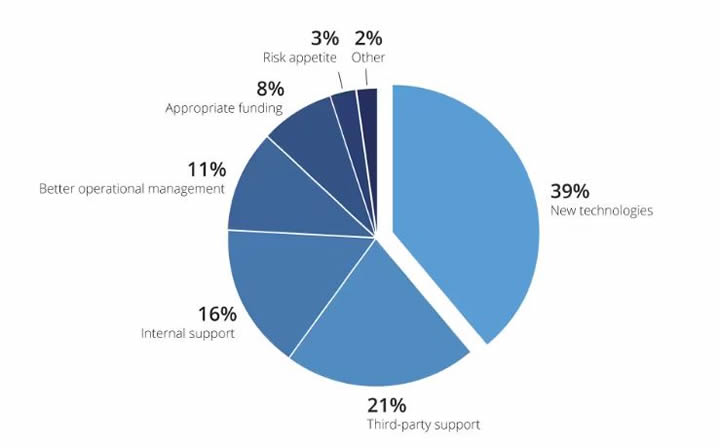
Source: Deloitte – Consumer sustainability tops the innovation agenda
The effective implementation of sustainability goals on emissions, circularity, waste reduction and the recyclability of materials requires a transformation of company operations spanning the entire supply chain - of which digital transformation is a key part. F&B manufacturers that can quickly accept this reality and transform their operations are well positioned to achieve greater efficiency and drive a competitive advantage in their industry.
Solutions to overcome challenges in:
1. Manufacturing and operations technology: Modern digital solutions can help F&B manufacturers make better, faster and data-driven decisions while implementing more sustainable practices. This transformation is long overdue, as the continued use of legacy planning tools, systems and processes has led to some companies lagging behind the current pace of innovation. Embracing digital and automated processes will enable increased traceability of ingredients and improved inventory monitoring for faster and more efficient processing. Unlocking improved supply chain visibility and agility is only possible when F&B manufacturers commence the digitalization of manufacturing and operations.
2. Supply chain planning and execution: Supply chain innovation is now a necessity for the F&B industry to gain improved visibility and collaborative planning across the value network. This requires all stakeholders, from farmers to suppliers, manufacturers and downstream users, to have aligned strategies to drive more efficient and sustainable production. Given the current volatile state of the industry, companies need accurate demand and supply planning so they can create lean plans and make data-driven decisions based on simulated scenarios to achieve outcomes aligned with organizational objectives.
3. Daily disruptions to operations and business: Some of the daily disruptions food manufacturers face include production timeline pressures, equipment downtime, ingredient shelf life, stringent regulations and risk of contamination. Adding to this complexity are external factors such as fluctuating commodity prices from climate or geopolitical events as well as shifting market demand, all of which make it difficult to control operating costs and maximize profits. To overcome these challenges, F&B companies need an integrated platform approach that enables them to optimize production, scheduling and execution, giving them the leverage they need to drive increased efficiency—and hence, better profits—to gain a competitive advantage.
Tackling complexity in F&B manufacturing with confidence
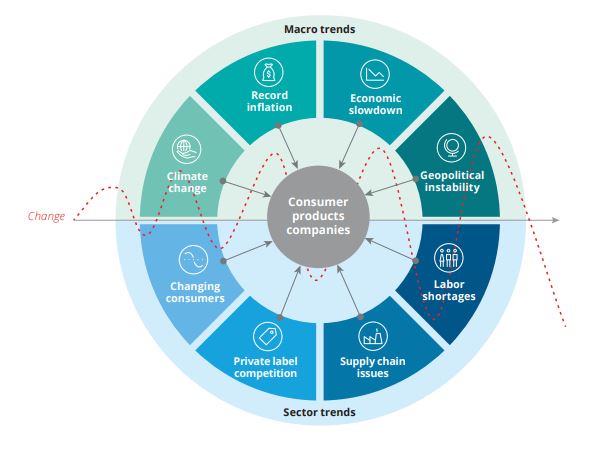
Source: Deloitte – 2023 Consumer Products Industry Outlook
To summarize, the F&B industry is facing an increasingly challenging business climate due to changes in consumer behavior and rising food prices, which forward-thinking companies could successfully overcome by:
- Introducing products that meet changing consumer needs
- Reducing costs by using alternative ingredients
- Focusing on production efficiency and sustainability
To adapt and thrive in this ever-evolving market, F&B producers require the capability to integrate the different planning levels, departments and teams within a supply chain. With the right solution, producers should have visibility on the impact of every planning decision on fulfillment levels, inventory levels, customer satisfaction and profit margins—empowering companies to make the best decisions and seize opportunities for efficiency gains.
Transform for a future-ready value network
To transform how you plan your supply chain, you need a comprehensive virtual twin that covers the entire product development process from conceptualization to production and distribution. This holistic virtual twin experience—augmented with world-class optimization technology—is part of a smart, integrated system that helps you adapt to any market condition and overcome critical challenges. With planning algorithms that consider all planning horizons (strategic, tactical and operational), you can empower your supply chain with the agility and flexibility to better meet changing business needs and mitigate disruptions.

Adrian Wood has been the Director of Strategic Business Development for the DELMIA brand at Dassault Systèmes since 2019. He is responsible for developing new and innovative business markets and reinforcing the company position as an innovative leader in key industries.
The content & opinions in this article are the author’s and do not necessarily represent the views of AgriTechTomorrow
Comments (0)
This post does not have any comments. Be the first to leave a comment below.
Featured Product

